Wenn Sie Lücken oder separate Schichten in Ihren Druckerzeugnissen feststellen, bekommen diese möglicherweise nicht genug Plastik. Dies wird als Unterextrusion bezeichnet und kann viele unterschiedliche Ursachen haben. Gehen Sie zunächst sicher, dass die zu druckende Datei fehlerfrei ist.
- Navigieren Sie dazu in Ihrer MakerBot Desktop Software zur Kategorie „File > Examples“ und wählen Sie „20 mm Calibration Box example file“, um den Kalibrierkörper zu drucken.
- Wenn das Modell auf Ihrer Bauplatte zu sehen ist, klicken Sie auf „Settings“. Achten Sie darauf, dass im „Quick tab“ das Standard-Profil ausgewählt ist. Wenn eine Einstellung mit einem Sternchen versehen ist, wählen Sie „Restore Defaults“ und bestätigen Sie mit OK.
- Drucken Sie den Kalibrierkörper und untersuchen Sie ihn.
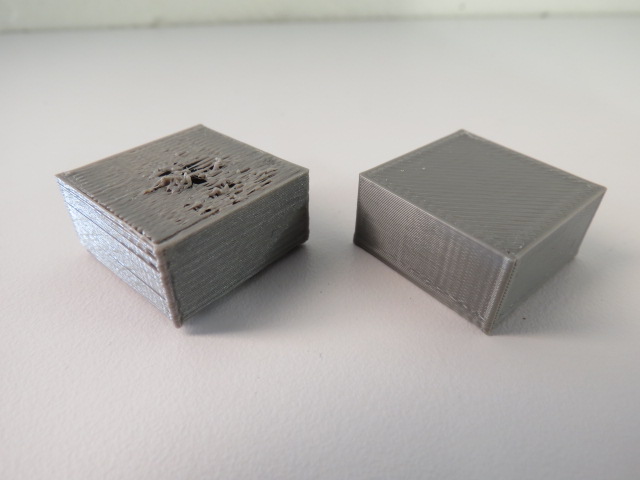
Sieht Ihr Kalibrierkörper mehr nach dem linken Modell aus, ist lückenhaft und mit separaten Schichten versehen? Oder sieht es eher nach dem rechten Modell aus, mit einer flachen, soliden Oberfläche?
Wie das linke Teil
Wenn der Kalibrierkörper löchrig und lückenhaft erscheint, hängt die Unterextrusion nicht mit Ihrer Druckdatei zusammen. Der erste zu prüfende Schritt ist der Ladevorgang des Filaments. Überprüfen Sie die Filament-Spule. Sie sollten eine große MakerBot PLA Filament-Spule verwenden. Das MakerBot Logo sollte nach oben zeigen und das Filament sollte in entgegengesetzter Uhrzeigerrichtung abwickeln. Stellen Sie sicher, dass das Filament nicht verknotet ist und dass die Spule freigängig ist. Die Zimmertemperatur. Die optimale Betriebstemperatur Ihres MakerBot Replicator Z18 liegt zwischen 15-24°C (60-75.2°F). Der Smart Extruder+/Smart extruder. Stellen Sie sicher, dass Ihr Extruder für den Einsatz im MakerBot Replicator Z18 geeignet ist. Überprüfen Sie die Filament-Führung im oberen Bereich Ihres MakerBot Replicator Z18. Wenn Sie Knicke im Filamentschlauch erkennen oder dieser gar verknotet ist, benötigen Sie einen neuen Filamentschlauch. Wenn Sie einen Smart Extruder mit Schutzbügel benutzen, der zum Abrieb am Filamentschlauch geführt hat, benötigen Sie einen neuen Filamentschlauch und eine Schwenkschiene, um den Schutzbügel zu ersetzen. Wenn der Metallarm, der den Filamentschlauch stützt, im oberen Bereich beschädigt ist oder nicht freigängig ist, müssen Sie ihn ersetzen.
Hat dies noch nichts gebracht, gilt es festzustellen, ob die Ursache an Ihrem Smart Extruder+/Smart Extruder liegt oder einem anderen Bereich des Filament-Führungssystems. Achtung: Wenn Sie ein MakerBot Filament Gehäuse benutzen, ist es für diesen Prozess erforderlich, das Laden vom Filamentmagazin einzustellen.
- Entfernen Sie den Deckel des MakerBot Replicator Z18 mit einem Werkzeug. Nehmen Sie den Deckel ab und legen Sie Ihn auf die Seite.
- Wählen Sie im Bedienfeld „Filament > Unload Filament“.
- Öffnen Sie das Filamentmagazin und entfernen Sie die Materialspule. Rollen Sie ca. 9 cm des Filaments von der Spule ab und schneiden Sie es ab.
- Wählen Sie im Bedienfeld „Filament > Load Filament“, um den Ladevorgang einzuleiten. Wenn der Extruder vollständig aufgeheizt ist, laden Sie das kurze Stück, dass Sie soeben abgeschnitten haben. Führen Sie das Filament direkt in den Schlauch oberhalb des Extruders ein (gemeint ist NICHT der Filament-Führungsschlauch). Achten Sie darauf, das Filament nicht unterhalb des Schutzbügels langzuführen, falls Sie ein älteres Smart Extruder Modell besitzen, das noch über einen Schutzbügel verfügt.
- Warten Sie so lange, bis Plastik aus der Düse extrudiert, bevor Sie den Ladevorgang durch Drücken der Bedientaste beenden. Wenn Sie so weit sind, vergessen Sie nicht, die Abdeckung Ihres MakerBot Replicator Z18 einzusetzen und wieder zu schließen.
- Drucken Sie den 20 mm Kalibrierkörper mit den Standardeinstellungen, wie bereits zu Beginn des Prozesses.
- Untersuchen Sie den zweiten Kalibrierkörper.
Erkennen Sie Lücken und Risse auf dem Kalibrierkörper? Wenn ja, klingt das nach einem Problem mit Ihrem Smart Extruder+/Smart Extruder an. Bitte rufen Sie unseren grubster Support an, damit Ihnen unkompliziert und schnell geholfen werden kann.
Wenn der Kalibrierkörper eine ebne und plane Oberfläche hat, hängt die Unterextrusion nicht mit dem Smart Extruder+/Smart Extruder zusammen. Überprüfen Sie als nächstes die Slicing-Einstellungen in Ihrer MakerBot Desktop Software. Das Erhöhen der Extruder-Temperatur von 215°C auf 230°C kann dabei helfen, die Festigkeit des ausströmenden Plastiks zu erhöhen. Seien Sie vorsichtig - das Erhöhen der Extruder-Temperatur kann zur Fädenbildung und Überhängen zwischen den einzelnen Druckschichten führen und macht es zudem schwieriger, Rafts und Supports zu entfernen. Das dauerhafte Drucken unter erhöhter Temperatur verkürzt zudem die Lebensdauer Ihres Smart Extruders+ oder Smart Extruders. Um die Temperatur Ihres Extruders für einen einzelnen Druck zu erhöhen, klicken Sie auf den „Settings"-Button in der "Prepare View“ Ihrer MakerBot Desktop Software. Erhöhen Sie als nächstes die Einstellung der Extruder-Temperatur auf 230°C in der Schnellstartleiste. Klicken Sie anschließend auf OK und slicen Sie Ihr Modell unter Berücksichtigung der neuen Einstellungen neu.
Bleiben Sie bei den neuen Temperatureinstellungen und versuchen Sie zusätzliche Shells hinzuzufügen. Shells sind die äusseren Hüllen, die auf jeder Schicht des Druckobjekts erzeugt werden. Die zusätzlichen Shells machen die äussere Schicht Ihres Druckerzeugnisses dicker und stärker und können auf diese Weise der Unterextrusion vorbeugen. Um zusätzliche Shells hinzuzufügen, klicken Sie auf den „Settings“-Button in der „Prepare View“ Ihrer MakerBot Desktop Software. Bestätigen Sie mit OK und slicen Sie das Modell mit den neuen Einstellungen erneut.
Im nächsten Schritt verringern wir die Druckgeschwindigkeit, was ebenso der Unterextrusion vorbeugt. Die Druckgeschwindigkeit einzelner Objekte ändern Sie im „Custom“-Bereich Ihres „Settings“-Dialogfensters:
- Klicken Sie in der „Prepare View“ Ihrer MakerBot Desktop Software auf den „Settings“-Button.
- Wählen Sie „Extrusion Speeds“ in der Mite des „Custom“-Reiters
- Auf der rechten Seite erscheinen viele unterschiedliche Druckgeschwindigkeiten. Ändern Sie diese Einstellungen wie folgt:
- Für Infills kann die Druckgeschwindigkeit einen Wert zwischen 90 und 40 mm/s haben. Verringern Sie die Geschwindigkeit, um die Qualität der Oberflächen zu verbessern.
- Für Insets kann die Druckgeschwindigkeit einen Wert zwischen 90 und 40 mm/ haben. Verringern Sie diese Geschwindigkeit, um die Qualität der inneren Shells zu verbessern.
- Für Outlines kann die Druckgeschwindigkeit einen Wert zwischen 40 und 20 mm/s haben. Verringern Sie diese Geschwindigkeit, um die Qualität der äußeren Hülle zu verbessern. Die Werte können jeweils unabhängig voneinander eingestellt werden. Je niedriger ein Wert gesetzt ist, desto langsamer wird sich der Extruder bewegen. Dies verlangsamt die Unterextrusion, erhöht aber die Druckdauer.
- Klicken Sie auf OK, um erneut zu slicen.
Wie das rechte Modell
Wenn der Kalibrierkörper eine flache, solide Oberfläche zeigt, hat Ihr MakerBot Replicator Z18 keine Probleme mit Unterextrusion. Die Probleme, die Sie auf Ihren eigenen Druckerzeugnissen sehen, können entweder mit der Datei Ihres 3D-Modells zusammenhängen oder an den Slicer-Einstellungen liegen. Für weitere Unterstützung steht Ihnen unser grubster Support zur Verfügung.

