Der Druckmodus
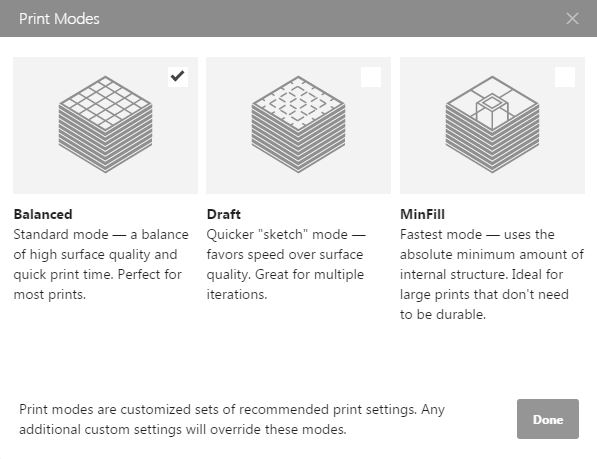
Präzise: Standard Einstellung - Ausgewogenes Verhältnis zwischen bester Oberflächenqualität und hoher Druckgeschwindigkeit.
Entwurf / Skizze: Schnelle Einstellung - Fokus auf Geschwindigkeit, weniger auf Oberflächenqualität Gut geeignet für Druck in mehreren Varianten.
Schnell: Schnellste Einstellung - druckt ein Minimum der internen Struktur. Ideal geeignet für große Drucke, ohne besondere Anforderungen an Langlebigkeit.
Benutzerdefinierte Einstellungen
Schnelleinstellungen
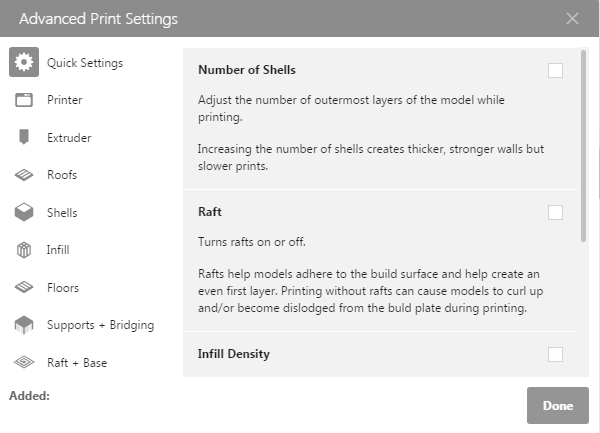
Anzahl der Shells: Die Anzahl der äussersten Schichten eines Modells. Je höher die Anzahl der Shells, desto dicker und stärker die Schicht, bei gleichzeitig niedrigerer Druckgeschwindigkeit.
Raft: Rafts ermöglichen eine bessere Haftung des Druckmodells an der Bauplatte und sorgen für eine ebene Fläche der ersten Druckschicht. Das Drucken ohne Rafts erhöht die Gefahr des Curlings, bzw. des Lösens von der Bauplatte.
Infill-Dichte: Diese Einstellung passt die Dichte des Infills auf der Innenseite des Druckobjekts an. Sollte die Oberfläche des Druckobjekts während des Druckvorgangs in sich zusammenfallen oder sich spröde anfühlen, empfiehlt sich eine Erhöhung der Infill-Dichte. Dieser Schritt verringert gleichzeitig die Druckgeschwindigkeit.
Schicht-Höhe: Diese Einstellung passt die Höhe jeder gedruckten Schicht an. Je höher die Druckschicht, desto schneller die Druckgeschwindigkeit, bei deutlich sichtbaren dickeren Schichthöhen.
Drucker
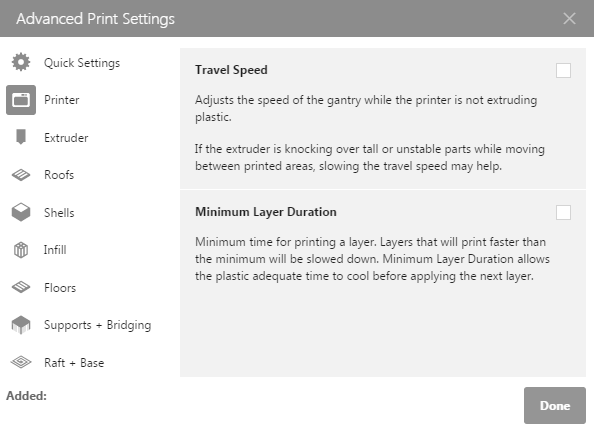
Geschwindigkeit der Aufhängung: Diese Einstellung regelt die Geschwindigkeit der Aufhängung, wenn sich der Drucker im Ruhemodus befindet.
Wenn der Extruder instabile Drucke erzeugt, wirkt sich ein niedrigerer Wert positiv aus. Dies verringert gleichzeitig die Druckgeschwindigkeit.
Minimum: 10 mm/s, Maximum: 175 mm/s
Mindestzeit: Mindestzeit für das Drucken einer Schicht. Diese Einstellung ermöglicht dem Plastik abzukühlen, bevor die nächste Schicht gedruckt wird.
Extruder
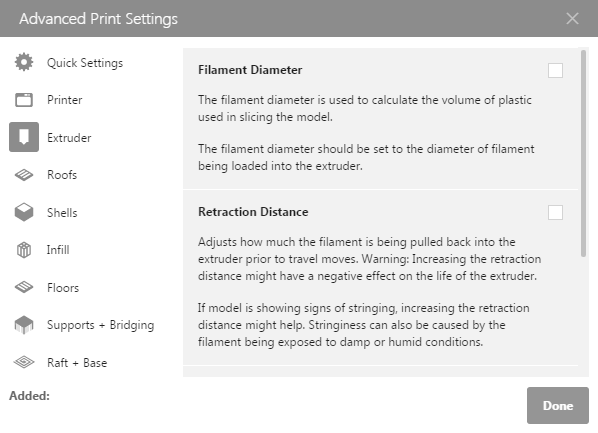
Filament-Durchmesser: Der Filament-Durchmesser wird benötigt, um das Plastik-Volumen zu berechnen, das zum Slicen verwendet wird. Dieser Wert sollte identisch sein mit dem tatsächlich verwendeten Filament, welches im Extruder geladen ist. Der Durchmesser aller MakerBot Filamente beträgt 1,75 mm.
Rückzugs-Distanz: Diese Einstellung definiert, welche Menge Filament vom Extruder eingezogen wird, bevor der Druckvorgang startet. Achtung: Eine erhöhte Rückzugs-Distanz verringert die Lebensdauer des Extruders.
Zieht das Druckobjekt Fäden, ist eine Erhöhung der Rückzugs-Distanz sinnvoll. Fäden am Druckobjekt können auch entstehen, wenn das Filament einer zu feuchten Umgebung ausgesetzt war.
Minimum: 0 mm, Maximum: 1,5 mm
Extruder-Temperatur: Diese Einstellung regelt die Extruder-Temperatur während des Extrusionsvorgangs.
Unter-Extrusion kann dadurch entstehen, wenn das Filament während des Extrudierens zu kalt ist. Eine erhöhte Temperatur erhöht den Filament-Durchfluss. Zieht das Druckobjekt Fäden zwischen den einzelnen Schichten, kann die Temperatur zu hoch eingestellt sein. Reduzieren Sie die Temperatur, um das Entstehen von Fäden zu vermeiden.
Minimum: 100°C, Maximum: 255°C
Oberfläche / Roofs
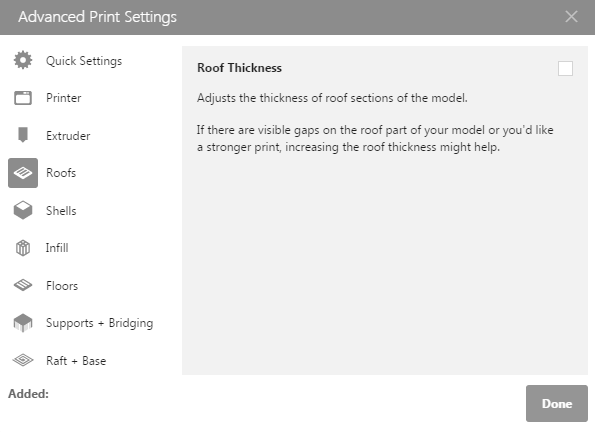
Oberflächen-/Roof-Stärke: Diese Einstellung regelt die Dicke der einzelnen Oberflächen eines Druckmodells.
Sollten sichtbare, lückenhafte Schichten entstehen oder ein stärkerer Druck gewünscht sein, empfiehlt sich die Erhöhung der Oberflächen-/Roof-Stärke.
Minimum: 0 mm, Maximum: 100mm
Shells
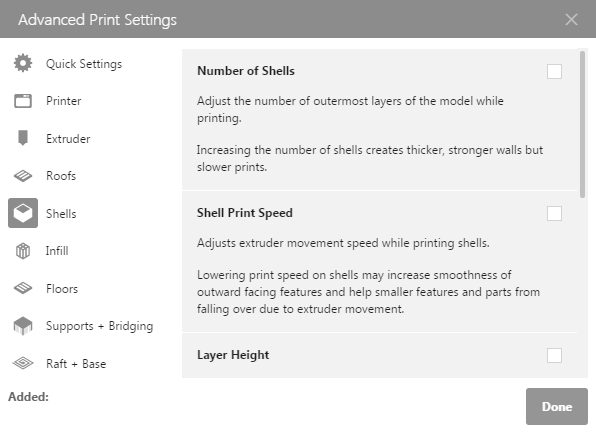
Druckgeschwindigkeit der Shells: Diese Einstellung regelt die Geschwindigkeit des Extruders während des Druckvorgangs von Shells.
Je niedriger die Druckgeschwindigkeit der Shells, desto sanfter der Druck. Nach außen ragende Teile des Drucks werden so stabiler.
Shell-Startrichtung: Diese Einstellung ändert die Ausrichtung des Druckrands eines Objektes.
Zufällige Shell-Startrichtung: Schaltet die zufällige Ausrichtung des Druckrands ein und aus.
Diese Einstellung verteilt den Druckrand zufällig, sodass er auf dem Druckobjekt nicht zu sehen ist. Schalten Sie diese Funktion ein, wenn ein einheitlicher Druckrand gewünscht ist. Die Shell-Startrichtung kann in der Einstellung „Shell-Startrichtung" vorgenommen werden.
Infill
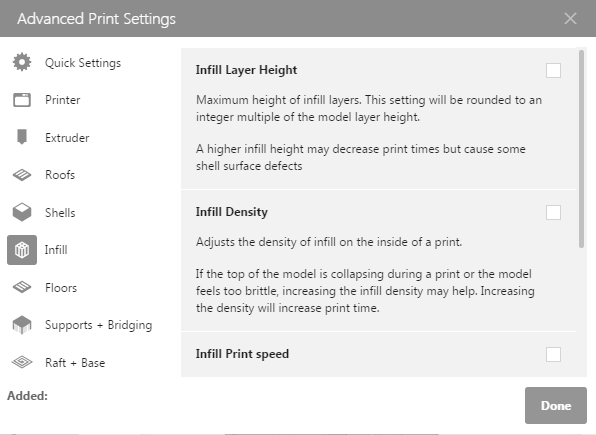
Infill Druckgeschwindigkeit: Diese Einstellung regelt die Extruder-Geschwindigkeit während des Infill-Drucks.
Die Oberflächen- und Unterseiten-Struktur kann auf diese Weise verbessert werden, bei gleichzeitig verringerter Druckgeschwindigkeit.
Minimum: 10 mm/s, Maximum: 175 mm/s
Infill-Muster: Diese Einstellung regelt das Infill-Muster, das gedruckt wird.
Verschiedene Infill-Muster können die Gesamtstärke des Druckobjekts beeinflussen.
Optionen: „Linear“, „Hexagonal“, „Marokkanischer Stern“, „Katze“, "Hai“, „Sonnenbrille“, „Hilbert Fill“, „Diamant“ (schnell), „Linear“ (verzahnt)
- „Hexagonal“ ist stark, sodass robuste Modelle ohne Zusatz von Gewichten gedruckt werden können.
- „Linear“ besteht aus geraden, parallelen Linien, jeweils senkrecht zur vorherigen Druckschicht. Lineare Infills drucken sich am schnellsten und kommen ohne komplexe Extruder-Bewegungen* aus.
- „Diamant“-Infills sind besonders stark und schnell zu drucken, erhöhen gleichzeitig die Komplexität der Extruder-Bewegungen*.
Einige Infill-Muster, wie z.B. „Katze“, „Hai“ und „Marokkanischer Stern“ sind nur zum Spaß, bzw. Dekoration gedacht. Diese Muster wirken sich negativ auf die Druckgeschwindigkeit aus und erhöhen die Komplexität der Extruder-Bewegungen*.
* = Mit komplexen Extruder-Bewegungen sind solche Bewegungen gemeint, bei denen der Extruder viele Richtungsänderungen in einer kurzen Zeitspanne zurücklegen muss. Erhält Ihr 3D-Drucker zu viele Befehle auf einmal, kann dies zu einer Druckunterbrechung führen. Um die Komplexität der Extruder-Bewegungen zu reduzieren, empfiehlt sich eine Verringerung des Infill-Prozentsatzes, die Wahl eines simpleren Infill-Modells oder eine Reduzierung der Druckqualität.
Ebenen / Floors
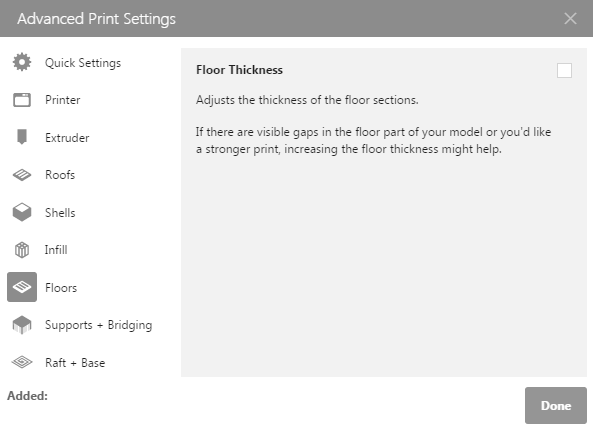
Ebenen-/Floor-Stärke: Diese Einstellung regelt die Stärke einer Ebene.
Sollten sichtbare, lückenhafte Schichten entstehen oder ein stärkerer Druck gewünscht sein, ist eine Erhöhung der Ebenen-/Floor-Stärke empfehlenswert.
Minimum: 0 mm, Maximum: 100 mm
Supports + Bridging
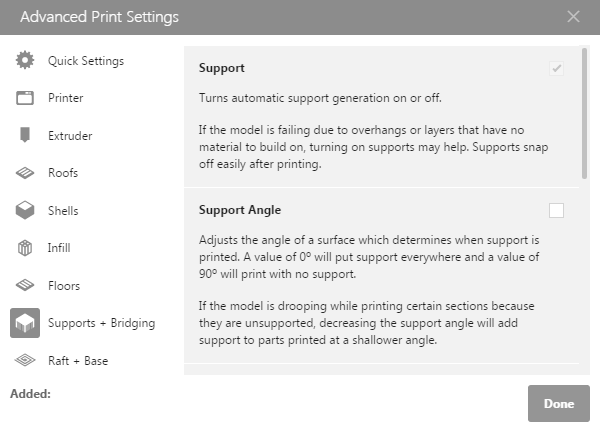
Support: Diese Einstellung schaltet die automatische Unterstützung durch Supports ein und aus.
Misslingt das Druckobjekt auf Grund von Überhängen, ist die Aktivierung von Supports empfehlenswert. Nach dem Druckvorgang lassen sich Supports einfach lösen.
Support-Winkel: Diese Einstellung regelt den Oberflächenwinkel, wenn Supports gedruckt werden. Ein Winkel von 0º fügt Supports an möglichst vielen Stellen an, während ein Winkel von 90º ohne Support-Unterstützung gedruckt wird.
Kommt es beim Druck nicht unterstützter Bereiche dazu, dass das Objekt an dieser Stelle herabhängt, ist eine Erhöhung des Support-Winkels ratsam.
Minimum: 0°, Maximum: 90°
Supports für den Druckbereich: Horizontaler Abstand zwischen Druckmaterial und Supports.
Wenn das Druckobjekt aus vielen kleinen Einzelteilen besteht, ist eine Senkung des Abstands empfehlenswert.Wenn zu viel Support-Material gedruckt wird, empfiehlt sich eine Erhöhung dieses Abstands.
Minimum: 0 mm, Maximum: 5 mm
Support-Dichte: Diese Einstellung regelt die Dichte des Support-Materials. Je höher die Dichte, desto schwieriger ist das Ablösen des Support-Materials vom Druckobjekt.
Besonders hohe Druckobjekte wie z.B. Türme und Brücken, werden nicht unterstützt.
Maximale Überbrückungslänge: Diese Einstellung regelt die maximale Überbrückungslänge, bevor Support-Material als Unterlage verwendet wird.
Sollten bestimmte Bereiche des Druckobjekts herabhängen, bewirkt eine Verringerung der maximalen Überbrückungslänge, dass mehr Supports als Unterlage verwendet werden. Das Setzen dieses Wertes auf Null, fügt allen zu überbrückenden Bereichen Supports hinzu.
Raft + Base
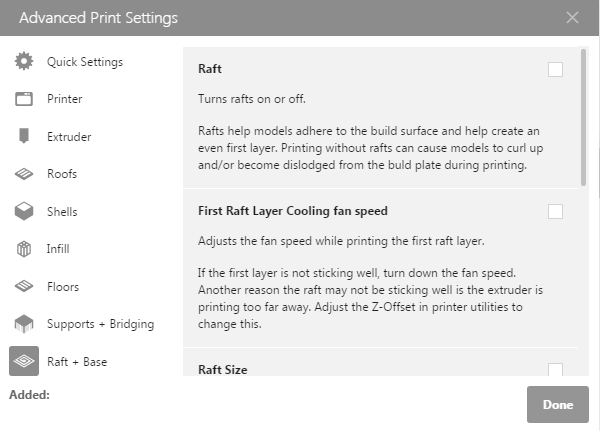
Lüfter-Geschwindigkeit: Diese Einstellung regelt die Lüfter-Geschwindigkeit, die zur Kühlung der ersten Druckschicht gedacht ist.
Sollte die erste Druckschicht nicht korrekt an der Bauplatte haften, verringern Sie die Lüfter-Geschwindigkeit. Ein weiterer Grund, warum Rafts nicht korrekt an der Bauplatte haften, kann an einem zu weit entfernten Extruder liegen. In diesem Fall empfiehlt sich eine Kalibrierung des Z-Achsen-Offsets.
Raft-Größe: Diese Einstellung regelt die horizontale Größe eines Rafts um den Radius eines Druckobjekts.
Misslingt der Druck von hohen oder im oberen Bereich schweren Objekten, empfiehlt sich die Verwendung eines größeren Rafts, damit das Objekt besser an der Bauplatte haftet. Größere Rafts reduzieren die Gefahr von Curling an den Rändern größerer Druckobjekte und erleichtern das Lösen von der Bauplatte.
Druckgeschwindigkeit der ersten Raft-Schicht: Diese Einstellung regelt die Druckgeschwindigkeit der ersten Raft-Schicht.
Sollte sich das Druckobjekt im Bereich der ersten Schicht vom Raft lösen, empfiehlt sich eine Reduzierung der Druckgeschwindigkeit.
Minimum: 10 mm/s, Maximum: 150 mm/s
Vertikaler Versatz: Diese Einstellung regelt den Abstand zwischen Raft und Druckobjekt während des Druckvorgangs.
Sollte das Druckobjekt mit dem Raft fest verbunden sein und sich schlecht lösen lassen, empfiehlt sich eine Erhöhung des vertikalen Versatzes. Sollte das Objekt während des Druckvorgangs über die Rafts hinausragen, empfiehlt sich die Reduzierung des vertikalen Versatzes.

